Разработка и производство различных конструкций и моделей очистных механизмов конвейерных лент.
Прижимной скребковый механизм ПСМ160М является модернизированным аналогом скребка ПСМ 1600.
Скачать каталог механизмов очистки конвейерной ленты (PDF 1,8 Мб)
Предназначен для очистки конвейерной ленты от остатков руды или другого транспортируемого материала, в обычных условиях эксплуатации, на горно-обогатительных комбинатах, при подаче транспортируемых фракций на отвалах, а также для шахтных конвейеров. Механизм устанавливается на конвейер с шириной ленты до 1600 мм и скоростью движения до 2,5 м/с.
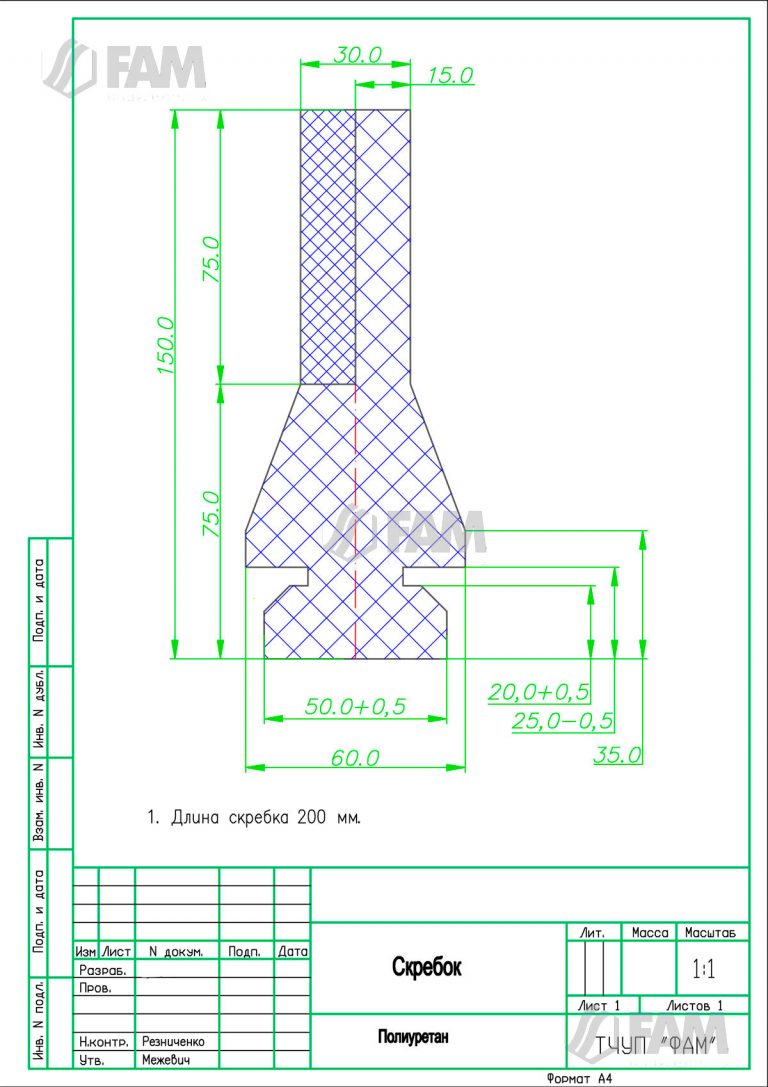
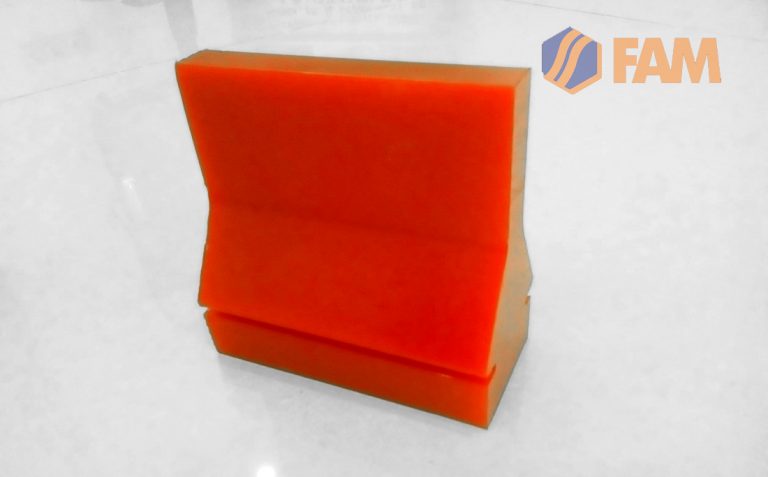
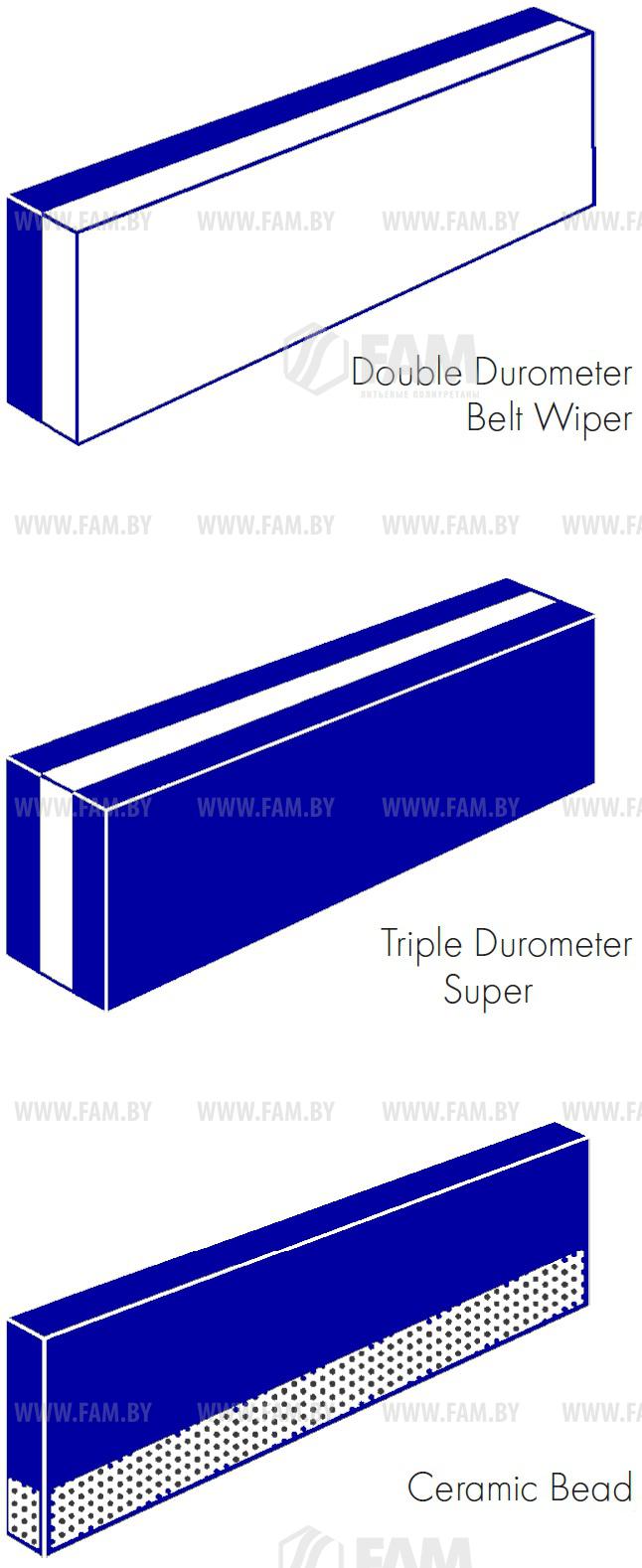
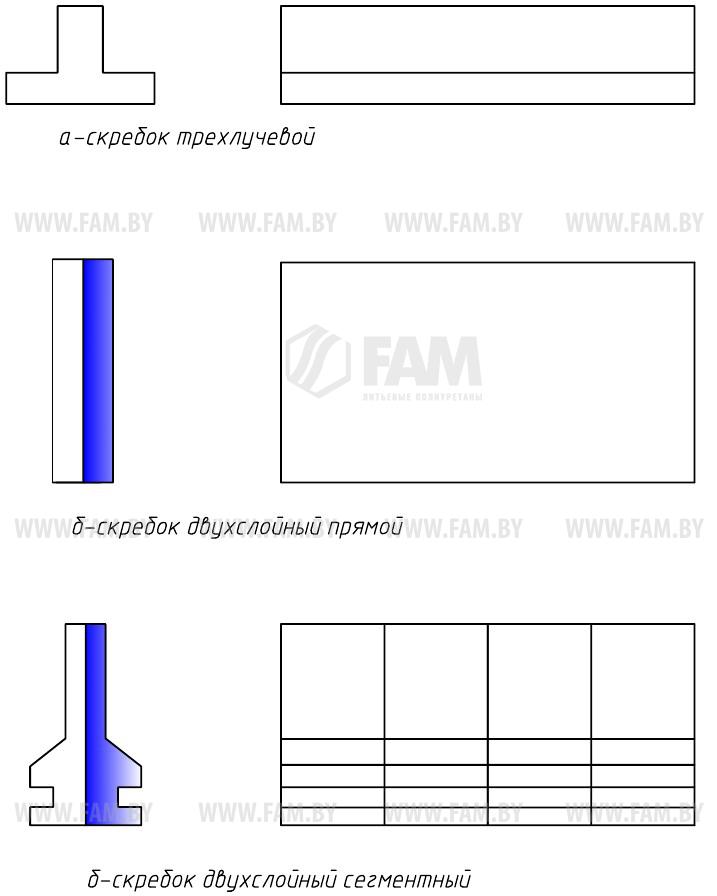
Механизм устанавливается на конвейер с шириной ленты до 1600 мм и скоростью движения до 2,5 м/с. Усилие скребка на ленту регулируется от 0 до 1600 Н. Рабочим (чистящим) элементом является скребок или набор сегментных скребков из эластомерных высокообразивных материалов (рис. 2). Материал и геометрия скребка (набор сегментов) может быть различной.
Мы производим скребки из различных полиуретановых эластомеров и их композиций. Выбор конкретного материала и геометрии скребка определяется условиями эксплуатации и свойствами транспортируемых материалов. Широкая линейка применяемых материалов, а также различная геометрия скребков позволяют подобрать сребок, обеспечивающий его долговечность и качество работы.
1. Устройство.
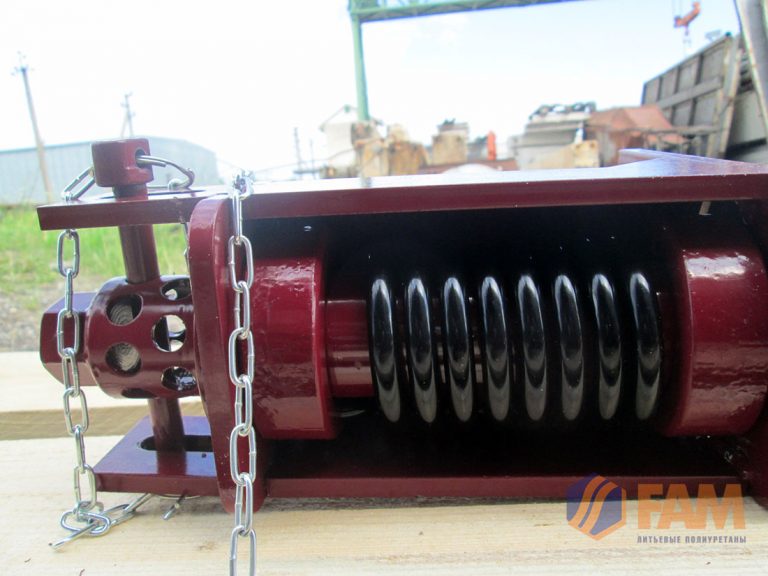
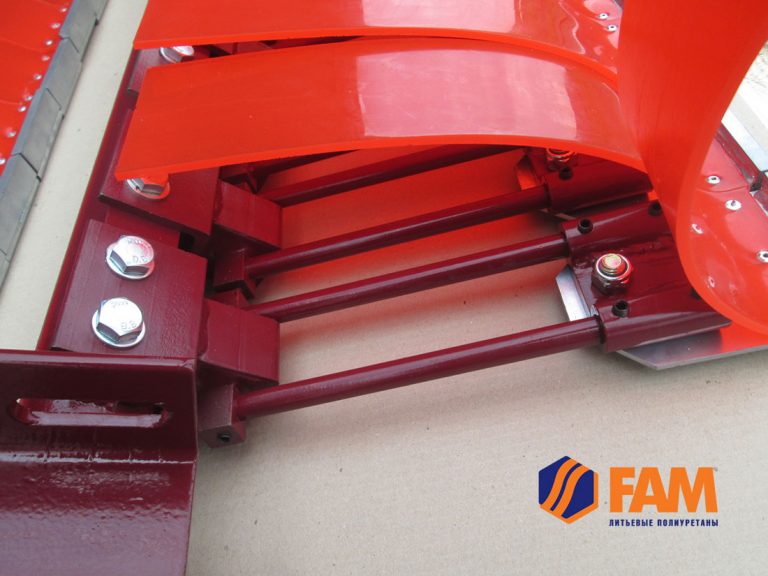
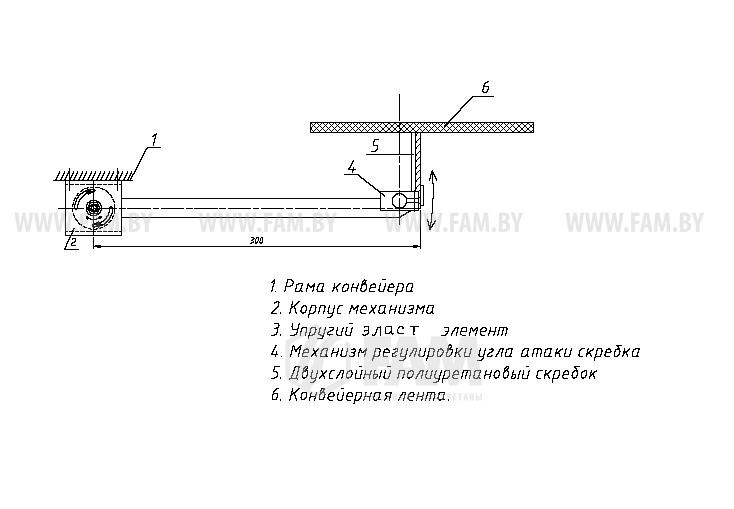
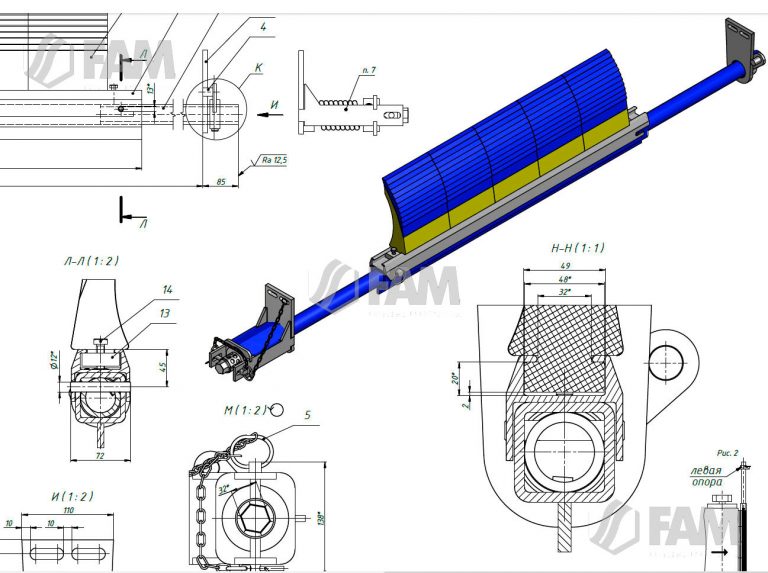
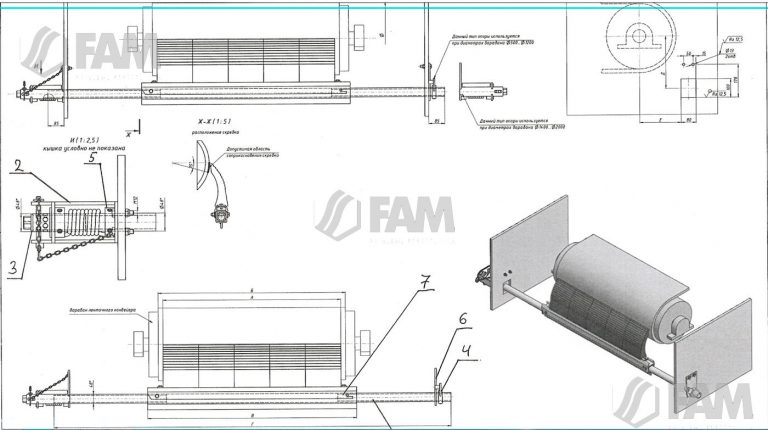
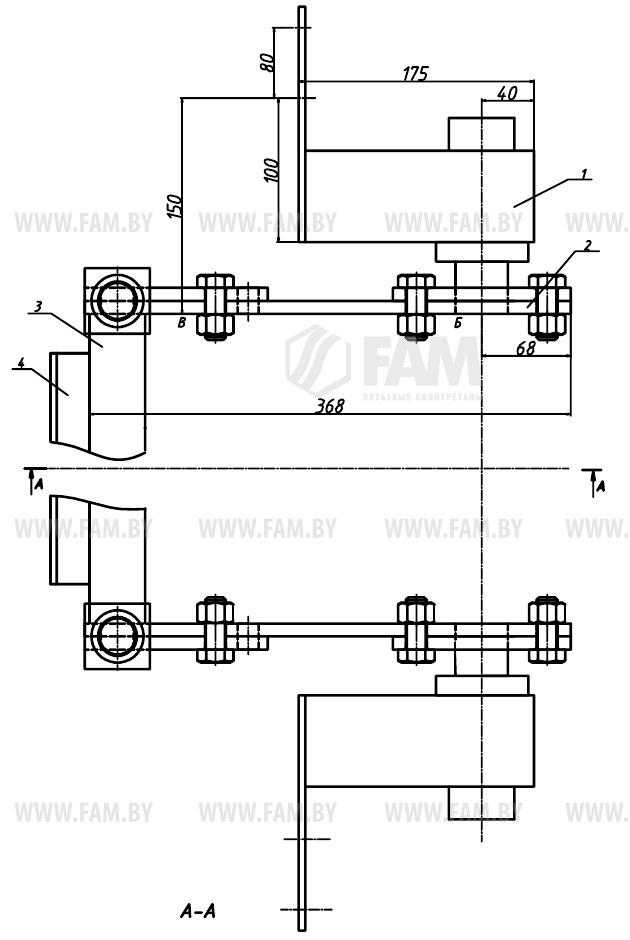
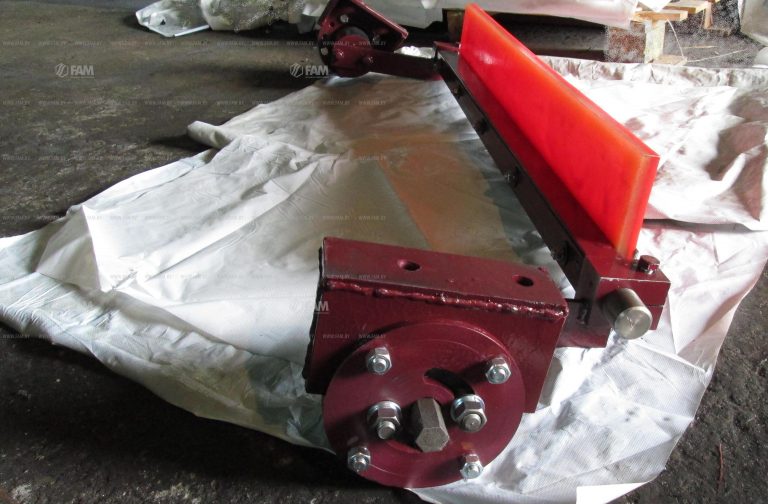
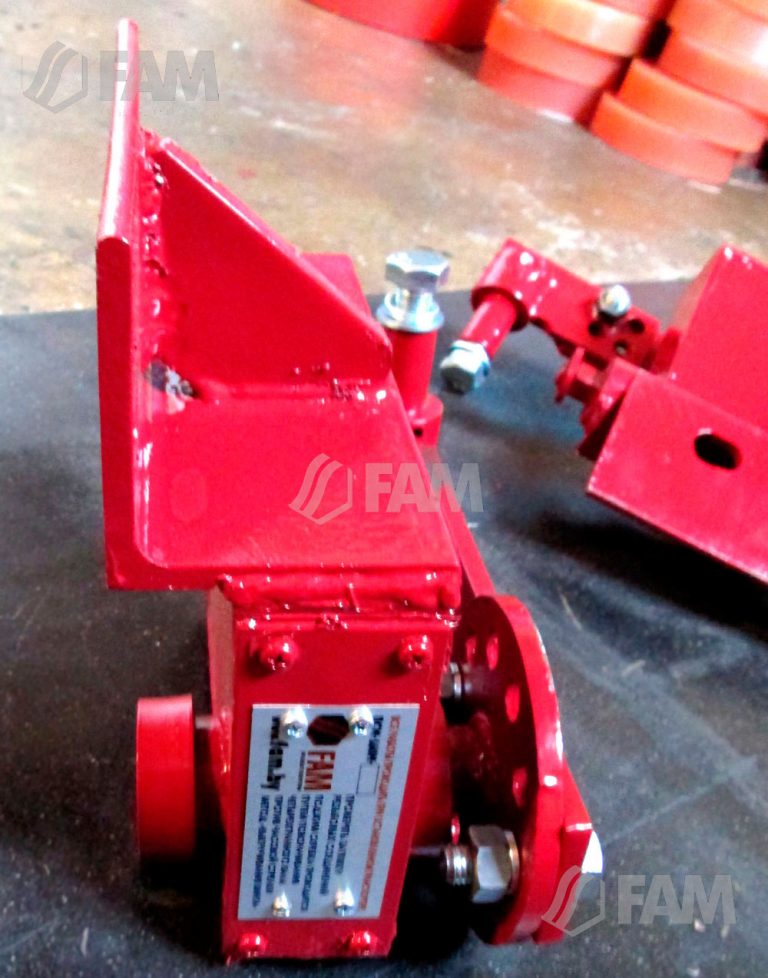
Поджимной скребковый механизм ПСМ 160М (рис. 1) состоит из поджимного узла – 2 шт (1), рычаг – 2 шт (2), рамки скребка (3), скребка или набора сегментных скребков (4), крепежных деталей.
2. Установка на конвейер.
2.1. Поджимные узлы крепить болтами к существующим металлоконструкциям конвейера. Поджимные узлы работоспособны в любом положении относительно линии горизонта, поэтому положение узлов определяется общей компановкой конвейера на месте монтажа.
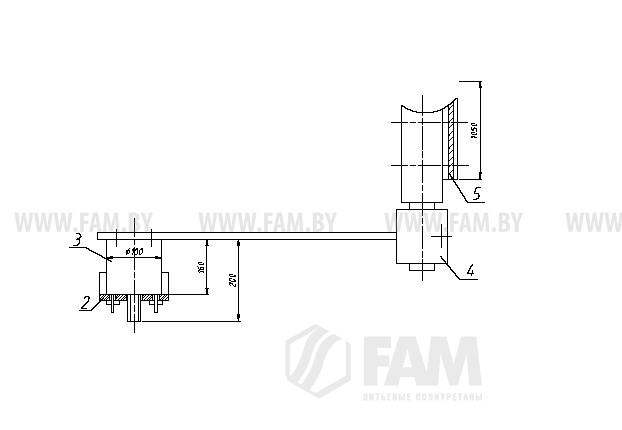
2.2. При монтаже на конвейер обеспечить зазор 20 мм между конвейерной лентой и рамкой (3) без скребка в крайнем поджатом положении рычагов. Зазор необходим для предотвращения контакта металлических деталей механизма с лентой.
2.3. При монтаже обеспечить параллельньность и симметричность поджимных узлов (1), в т.ч. относительно конвейерной ленты.
2.4. При монтаже выдержать расстояние между поджимными узлами (1), обеспечивающее установку рамки скребка (3) и рычагов (2).
2.5. Собрать ПСМ 160М без полиуретанового скребка (4) и методом примерки определить место крепления поджимных узлов с учетом требований пп № 2.2 – 2.4.
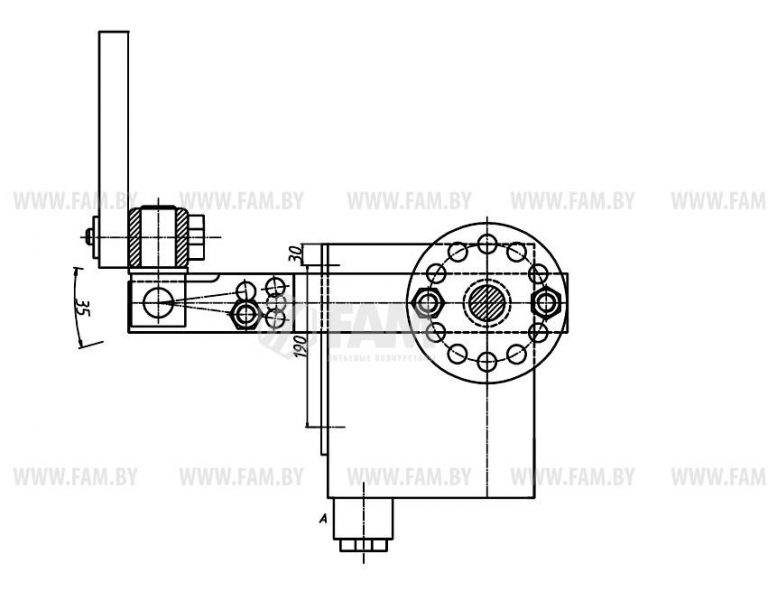
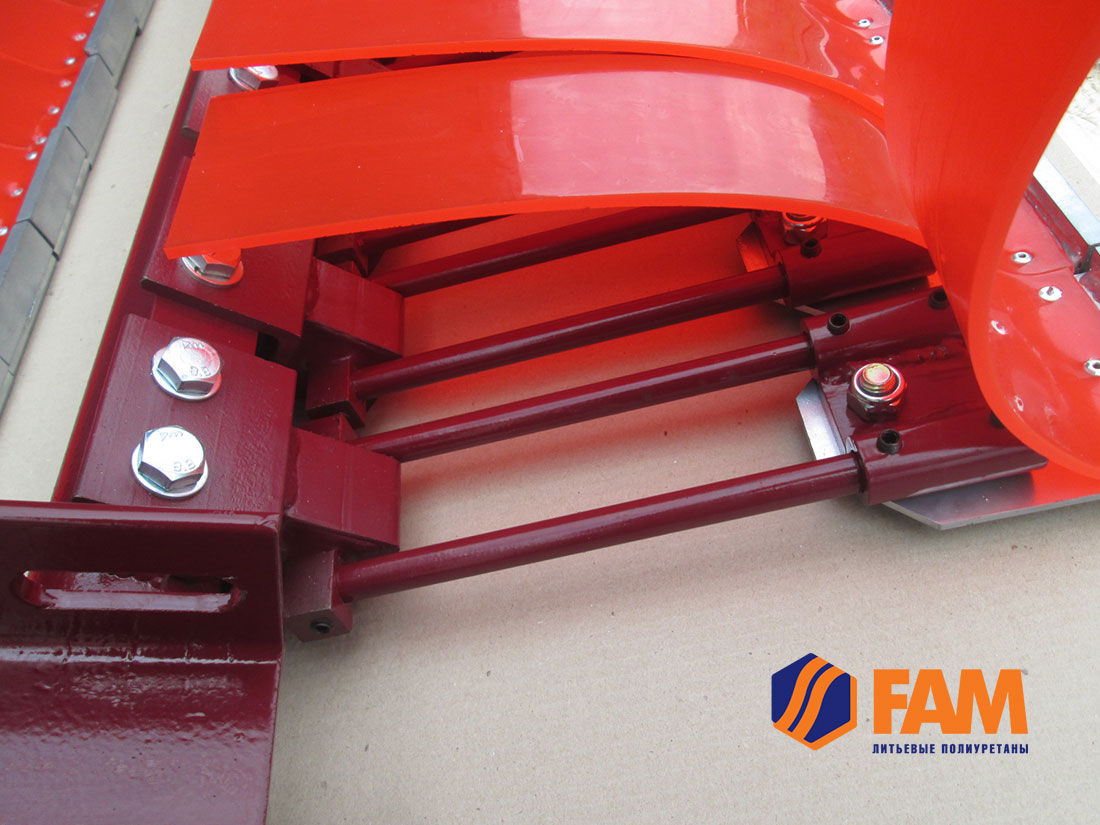
2.6. Для удобства монтажа предусмотрена возможность изменять положение рычагов на поджимных узлах (Б).
2.7. Закрепить собранную конструкцию на конвейер.
2.8. С помощью регулировочных винтов (А) отвести рамку скребка (3) на максимальное расстояние от ленты. Снять рамку скребка.
2.9. Закрепить полиуретановый скребок на рамку. Установит рамку на место.
2.10. С помощью регулировочных винтов (А) подвести скребок к ленте.
2.11. При необходимости, отрегулировать угол контакта полиуретанового скребка с лентой. Для этого на рычагах предусмотрены регулировка угла наклона (В).
3. Эксплуатация.
3.1. В процесе эксплуатации ТО поджимного узла не требуется.
3.2. Резьбовые соединения смазывать с периодичностью, обеспечивающей предотвращение коррозии резьбы, исходя из условий эксплуатации.
3.3. При необходимости по мере износа скребка с помощью винтов (А) регулировать усилие скребка на ленту, а с помощью регулировки на рычаге (В) угол контакта с лентой.
3.4. При замене скребка максимально отвести рамку от ленты снять рамку с рычагов, заменить полиуретановый скребок (или набор сегментных скребков), установить рамку на рычаги, произвести необходимые регулировки.